
御酒物語
御酒物語
幻の泡盛を復活へと導いたのは、瑞泉菌の存在だけではありません。
菌の持つ力を最大限に引き出した職人たちの情熱が、伝統の味わいを醸し出しました。
幻の泡盛を復活へと導いたのは、
瑞泉菌の存在だけではありません。
菌の持つ力を最大限に引き出した
職人たちの情熱が、伝統の味わいを
醸し出しました。
1935年
1935年
東京大学の坂口博士、瑞泉菌を研究採取。
小社前身の喜屋武酒造所に、代表者の喜屋武ナヘ(現代表の祖母)を訪れた発酵学の世界的権威 故・坂口謹一郎東大名誉教授が、こうじや桶の周囲の土を採取。この時坂口博士は、沖縄で68の酒造所を回って約620株の黒こうじ菌を研究採取し、東京に持ち帰る。

故・坂口名誉教授。酒造業界では「酒の神様」と敬われる。文化勲章受章。
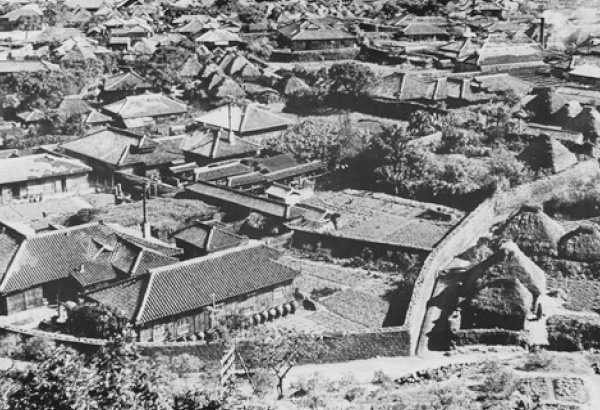
博士が菌の採取に訪れた戦前の首里。(撮影:坂本万七)
1939年
1939年
第二次世界大戦、始まる。
1944年
1944年
東京の空襲激化、菌は疎開へ。
標本を命とも思う坂口博士は、黒こうじ菌株の「疎開」を決意。研究室の床板をはがして箱を作り、博士のふるさと新潟県高田(現上越市)などに分散した。
1945年
6月
1945年 6月
沖縄戦終結。県内の黒こうじ菌が全滅。
3ヵ月以上に及ぶ地上戦で、酒造所が集中する首里は、地形も変わる壊滅状態に。酒造ごとに長年伝えられてきた、個性豊かな味わいの菌は全て絶えた。疎開せずに首里で、こうじを守り続けた喜屋武ナヘは4月に戦死。

爆撃が集中した首里周辺。100年古酒とともに戦前の菌は幻と消えた。
8月
8月
終戦。そして、長い眠りに。
物資が底をついた終戦直前、黒こうじ菌は強い糖化力からアルコールの生産原料として期待され、東大でも研究が行われていた。幸いその研究中に終戦を迎え、沖縄で採取された菌も沖縄戦に関わることなく保存棚に戻り、そっと忘れられていく…。
黒こうじ菌の糖化力を示す実験ノート。
1998年
6月
1998年 6月
瑞泉菌、東京での真空保存が判明。
坂口博士の沖縄採取菌は、戦後何度か処分の対象になりながらも、奇跡的に東大分子細胞生物学研究所のコレクションに残されていた。14工場の19株、採取時のわずか3%。14の菌主のうち、酒造りを続けていたのは小社を含む2社だけ。他の酒造は沖縄戦以後に廃業しており、それらの菌は帰る先がないままに。

アンプルの中で60年以上、胞子が「一種の仮死状態」で保管されていた。
11月
11月
瑞泉酒造、戦前の味の復活を決断。
12月
12月
瑞泉菌、60年ぶりに里帰りへ。
暮れ近くにようやく東大での培養、分離が完了。翌年早々、「幻の菌」は首里崎山町の故・喜屋武ナヘ宅(現小社代表・佐久本家)に迎えられた。
1999年
2月5日
1999年 2月5日
「瑞泉菌は、酒が造れない」
2月2日に試験管を開封。沖縄国税事務所の須藤博士(当時)が里帰りした菌2種のシャーレ培養実験を行う。しかし、瑞泉菌には繁殖のための胞子がつかず、「酒造りは困難」との判定が。一同消沈。
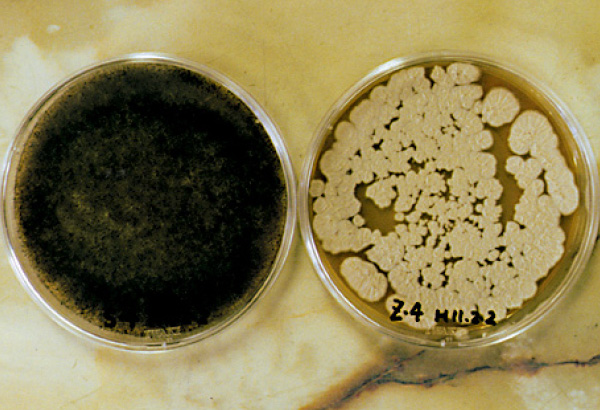
左は菌が繁殖し黒い胞子がついた菌。
右は白い根が出ただけの瑞泉菌。
2月12日
2月12日
突如、酒造り能力があらわれる
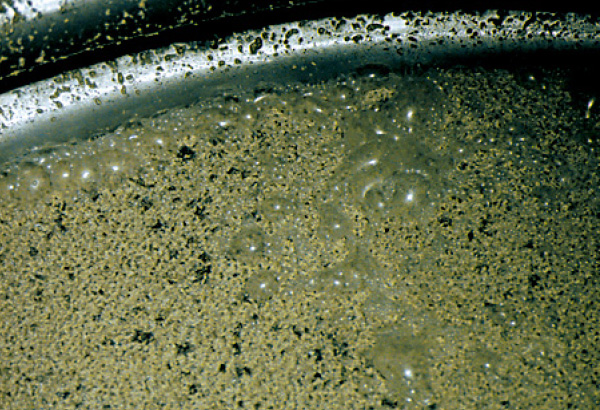
今度はシャーレではなく本物の原料・タイ米に菌をつけ、種こうじ作りで実験。もはや復活は望み薄に見えた瑞泉菌も実験の対象に。しかし、一夜あけると瑞泉菌をつけた米の方に真っ黒な胞子が!「神秘を感じた」(須藤博士談)。どんでん返しで「酒造りは瑞泉菌が適当」ということになり、仕込みは5月に決定。
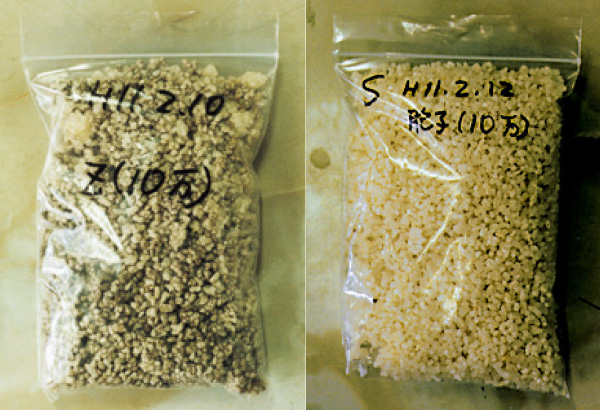
左が瑞泉菌をつけたこうじ。菌が繁殖し黒白のマダラ状に!
5月10日
5月10日
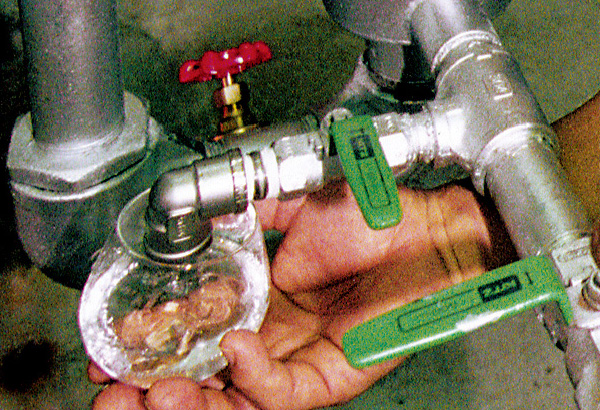
確率50%。原料米1トンでトライアル決定。
能力は確認されたものの酒造り成功率は半分、他菌が混入すればアウト。既存の生産ラインを止め、1週間かけてタンクや機械、作業着、ペン1本まで、工場の全てを洗浄、殺菌する。ハイリスクのため、仕込み量は最小の1トンに。
5月13日
5月13日
原料米の水分量に問題あり。
タイ米の準備。普段はそのまま使うのだが、今回の成否のカギは浸漬前の米の乾燥度。しかし3日間温風にさらしても理想の水分量(乾燥度)に達せず、不安が広がる。
5月17日
5月17日
ついに仕込み。灼熱の人力こうじ作り。
乾燥不足で蒸し米が十分水を吸わず。天井高2mに満たない狭いこうじ部屋へ、5人の杜氏が米と一緒に入り「こうじ作り」。気温約45度、湿度100%の蒸しぶろ状態の中、這いつくばって黒こうじ菌を撒いてはかき混ぜる苛酷な作業、約2時間。心身とも極限状態に達し、若手杜氏の一人が飛び出す。赤子を守るように毛布でくるみ作業を終える。

蒸気で部屋の温度はさらに上昇。汗がしたたりシャツが体に張りつく。
5月18日
5月18日
菌が繁殖せず。寝ずの3交代作業へ。
黒くなるはずの米がなんと真っ白のまま。高温を保てば黒こうじ菌は増えるが、雑菌を防いでくれるクエン酸は出ないというジレンマに。失敗か。夜、作戦会議。午前0時までは高温、以降は定期的に通風してこうじを乾燥、クエン酸を出させる折衷案に。条件は、温度を見ながら15分に1回の送風を夜通し行うこと。コンピュータは使えない完全な手動だ。しかしやるしかない。
5月19日
5月19日
超低温発酵、最後の賭け。
夜明け。米が黒い。クエン酸度良好!山は越えた。酵母タンクへ移し、もろみにする。ここで再び試練が。酵母が普通働きを止める超低温の18℃(通常は24℃)でアルコール発酵をせねばならない。瑞泉菌の特性ゆえだが、酒になるかは大きな賭け。雑菌混入を防ぐため、杜氏は頭一人だけとなる。発酵期間は数時間ごとの分析と入念なチェックが、昼夜の別なく続く。
戦前の菌の特色を生かすために、酵母の働きの微妙な調整が必要だった。
5月26日
5月26日
果実香が漂いはじめる。
もろみから1週間、タンクからふと甘い香りが。危ぶまれた低温発酵の賭けに勝った。もう大丈夫。一同泣く。
6月1日
6月1日
蒸留。「幻の酒」復活。
取材陣約50名が見守る中、戦前の味を知る小社前会長 故・佐久本政敦(当時89)が、生まれたての一番酒を口に含んだ。蒸留直後にあるはずの、鼻につく匂いの代わりに果実香が漂う。甘く柔らかく「昔の酒よりうまい」。父祖の酒に余計な名付けは無用と、銘は「御酒(うさき)」とする。
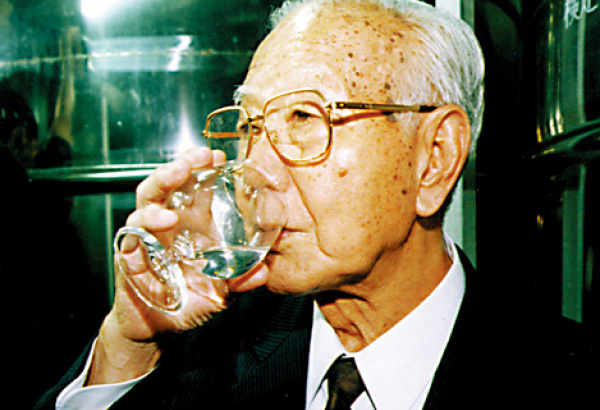
酒造り50年選手の舌の品評は「新酒とはとても思えないマイルドさ」。
父祖の菌と、現代の醸造技術、人々の熱意が合体して生まれた「幻の酒」、今宵あなたに。


